Are you currently relying on handwork for deburring and polishing gun parts? The labor required to deburr and polish a single part is costly and time consuming. With demand for firearms at an all-time high, finding ways to streamline processes is important.
Mass Finishing, Inc. works with gun makers around the world to deburr barrels, bolts, carriers, rails and sights. We can also provide a perfect pre-anodizing surface. Parts that are heat treated or forged are easily processed using different media and machine parameters.
Deburring and Breaking Edges on Gun Parts
Utilizing MFI High-Energy Barrel Tumblers, batches of hundreds of parts can be deburred in minutes.
Depending on the material Mass Finishing’s technical engineers have developed processes utilizing ceramic and plastic media to access tight geometries on precision gun parts. On harder tool steels and heat-treated parts, ceramic media with different grades of abrasive material work well to cut tough burrs and break edges.
Other parts coming off the mill with relatively fewer machining lines and rough burrs may require just a light tumble.
In both cases, process times can vary from just 5 minutes to 45 minutes in extreme cases.
Polishing Gun Parts
When MFI customers are looking for a mirror polish on steel, aluminum or other materials, there are typically multiple steps involving different media types in each step.
On parts like bolt carriers, if the surface is rough with defined machining lines, a cutdown step of 30 minutes followed by a pre-polishing step may be required. Depending on the material and the hardness, MFI has success utilizing our own treated corn cob and non-abrasive media for polishing.
Check out the photos below to see the possibilities. In a matter of minutes, raw parts, straight from the mill are free of burrs with a consistent isotropic finish.




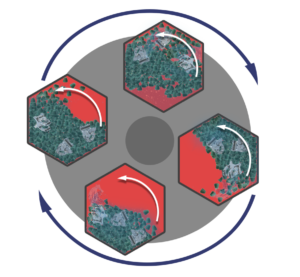
How Centrifugal Barrel Tumbling Works
The HZ High Energy series Centrifugal Barrel Finishing (CBF) systems from Mass Finishing are the fastest and most economical form of finishing machine available. They are the industry workhorse in polishing, deburring and deflashing parts.
Centrifugal barrel finishing machines operate on the “Ferris Wheel” principle. Each of the four barrels is loaded to roughly 50-80% full of media, parts, water, and compound. During operation, the rotation causes parts and media to contact each other, resulting in a consistent isotropic finish across the entire surface of the part. An isotropic finish is a major advantage to using an automated process, as this is not achievable by hand finishing.
In addition to creating an isotropic finish, our HZ High Energy Series equipment can remove large burrs from products in a matter of minutes, in what normally could take hours or even days by hand. It also smooths and prepares rough parts for anodizing.
Key Advantages to Barrel Tumbling
Speed
High Energy Barrel tumblers can tumble-finish parts in a fraction of the time when compared to vibratory or other traditional tumbling methods. In some cases, what could take four to eight hours in a vibratory machine is accomplished in 30 minutes or less through our centrifugal barrel tumblers.
No Part-on-Part Damage
The barrels or chambers on MFI machines are easily divided to create individual sections for each part. The dividers are easily moved to accommodate larger or smaller parts. With MFI Barrel Tumblers, the part only needs to fit in the chamber with room to tumble. There is no need to hold the part in place or fixture it to prevent damage.
Ability to Use Small Media
The force created when MFI centrifugal barrel tumblers are working at high-speed is upwards of 12 G force. This means even the tiniest media is able to work and rub against parts accessing intricate pieces and features.
Free Parts Processing
An essential step in determining the right equipment for your part is running samples in our lab. Seeing is believing, so we offer sample processing at no cost to prove that we can give you the return on investment and quality you need to make your business successful.
Once we have your parts in house, we’ll determine what type of media and the processing times to get your desired finish.
Let us show you what we can do for your firearm and ammunition deburring and polishing operation. Contact us today for free sample processing.