Test Sample Info Form
Filling out this information will help our lab engineers determine the best process for finishing your parts. By submitting this form, an email will be sent to our lab and sales team. This will help insure proper processing of your sample parts.
Send in Your Samples
An essential step in determining the right equipment for your part is running samples in our lab. Once we have your parts in house, we’ll determine what type of media and processing times it will take to get your desired finish. Please send samples to:
Attn: Sample Testing Lab
Mass Finishing, Inc.
1060 Commerce Blvd
Howard Lake, MN 55349
Be sure to include your contact information and any other information not provided in the form above. Providing us with your production volume and potential budget is essential for determining the equipment.
About the Testing Process
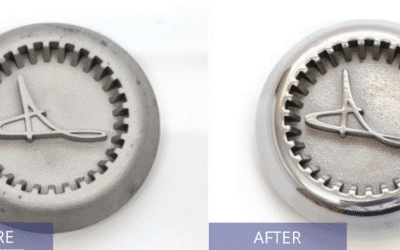
When your parts arrive, we’ll take photos so we can compare what the parts look like after tumbling. After the before photos, the samples will go into the queue for test processing. There is typically two to three days of parts waiting to be tumbled at any given time.
Once in the lab, our test engineer will take a look at the parts and the information you provided about the desired finish. This includes determining the right media composition and size, and preparing the equipment for the test. After the parts reach the desired finish, MFI will log all of the parameters into a confidential test report.
Our team will take photos of the parts after processing and put together a before and after collage to show you the results. Then, we ship the parts back for your inspection. Included will be a customer copy of the test report which will contain the necessary information you will need to make a decision on equipment. MFI is always willing to work with customers to guarantee you make the best choice for your company’s needs.
Contact Us
sales@massfin.com
Toll Free: 1 (888) 260-6277
320-543-3222
Case Studies & Real-Life Applications

Case Study: Denture Finishing at GPS Digital RPD
Customer: GPS Digital RPDSolution: HZ-12 Centrifugal Barrel Finishing SystemIndustry: Dental Manufacturing Print Room at GPS Digital RPD GPS Digital RPD’s Challenge: GPS Digital RPD produces 100–120 removable partial denture (RPD) frameworks per day by leveraging...
WINNING ADVANTAGES SAVING TIME WITH HZ-160 CENTRIFUGAL BARREL FINISHER
Through our valued partnership with Mass Finishing, Inc. Roush Yates Engines utilizes their HZ-160 Tumbler to deburr and polish parts for motorsports, aerospace, defense, and space. For the NASCAR Next Gen Uprights, MFI provided the right media and solution to reduce...
Case Study: 3D Printed Part Polishing at 3D Logics
3D LOGIC’S CHALLENGE: Established in early 2018, 3D Logics was adept at creating parts that were accurate and consistent, but often had inherent surface roughness. The company had persistent finishing challenges with metal products, particularly titanium and...

Case Study: Conn-Selmer Musical Instrument Polishing
CONN-SELMER’S CHALLENGE: Crafting musical instruments that are flawless to the eye and make beautiful music is an exacting process that combines art, science, old-world craftsmanship and attention to detail. Much of the finishing work for trumpets and trombones...

How MFI Partner Roush Yates Engines Utilizes High-Energy Tumbling
https://youtu.be/Mo3AMNlcyBw

Our Process: Free Sample Processing
An essential step in determining the right equipment for your part is running samples in our lab. Seeing is believing, so we offer sample processing at no cost to prove that we can give you the return on investment and quality finish you need to make your business...

How to Polish Gun Parts by Tumbling
Are you currently relying on handwork for deburring and polishing gun parts? The labor required to deburr and polish a single part is costly and time consuming. With demand for firearms at an all-time high, finding ways to streamline processes is important. Mass...

MFI Offering Centrifuge for Wastewater Cleaning
Finding a way to manage the wastewater generated during the tumbling process is a key aspect of any new finishing application. Mass Finishing customers around the world ask for help managing their waste stream and MFI now has a great product to help manage the issue....

MFI Feature in Modern Machine Shop
High-Energy Barrel Finishers Efficiently Deburr Complex Parts Mass Finishing Inc. has developed high-energy barrel finishers that automate the process of deburring complex parts, saving time and eliminating the need to deburr parts by hand. ELI PLASKETT Associate...